Компания "ИвестаГрупп" производит качественное оцинкование горячим методом. Толщина цинкового покрытия составляет от 70 до 120 мкр., что гарантирует высокие эксплуатационные свойства антикоррозийного покрытия.
Собственный цех горячего цинкования качественную оцинкованную продукцию по низким ценам


Большое значение компания "ИвестаГрупп" отдает качественной подготовки проката к нанесению цинка.
Она проводится в несколько этапов:
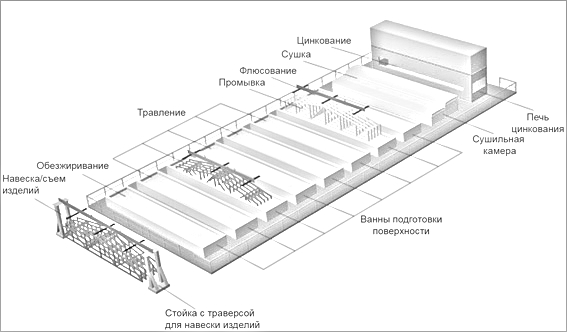
1. Обезжиривание, которое удаляет с поверхности изделия остатки масел.
Различные маслянистые вещества любой природы происхождения, различная органика, пыль и т.д. – все это будет снижать процесс равномерной адгезии цинка.
2. Промывка
Основной задачей промывки после обезжиривания является удаление хорошо растворимых остатков щелочного раствора во избежание затраты дорогостоящей кислоты на их нейтрализацию при последующем травлении изделия. Кроме того, в результате реакции нейтрализации в ванне травления накапливаются соли, которые неблагоприятно влияют на процесс травления.
3. Травление
После промывки изделие подвергается травлению. Для снятия окалины и ржавчины его при температуре окружающей среды (20 - 25оС) окунают в ванну с раствором соляной кислоты (концентрация 120 - 210 г/л). Это эффективный способ добиться высокой степени очистки поверхности. Соляная кислота растворяет хлориды железа и обеспечивает блестящую, ровную поверхность. Что не маловажно для получения хорошей сцепляемости цинка с основным металлом. После растворения ржавчины и окалины соляная кислота начинает разрушать само изделие. Чтобы избежать излишних потерь металла в раствор кислоты дополнительно вводят специальные ингибиторы, которые кроме того помогают избежать наводороживания.
4. Флюсование
Флюсование применяют для окончательной очистки поверхности и получения пассивной пленки, которая предотвращает последующие окисление и обеспечивает хорошее смачивание изделия расплавленным цинком.
5. Сушка перед оцинкованием
Если после флюсования изделие сразу же погружать в ванну с расплавленным цинком - оставшаяся на нем вода будет мгновенно испаряться, образуя что-то вроде микровзрывов (всплесков). В результате на изделии будут либо голые участки, либо участки с неравномерным покрытием и плохим сцеплением. Чтобы избежать подобных проблем, к тому же сэкономить энергию, расходуемую на поддержание постоянной температуры расплавленного цинка, проводят сушку детали. Продолжительность сушки превышает время самого горячего цинкования. Сушильная печь позволяет осушить влагу с поверхности, дополнительно нагреть изделие до температуры около 100 гр..
5. Оцинковка.
В процессе оцинкования, изделие погружается в ёмкость, заполненную расплавом цинка (температура около 450°C). Ёмкость вращается, что обеспечивает равномерное заполнение всех неровностей на поверхности изделия. Металл изделия должен разогреться до температуры окружающего расплава После этого изделие извлекают и удаляют с его поверхности излишки цинка. В результате, слои металла образуют с цинком плёнку сплава, который и защищает в дальнейшем металлоконструкцию от окисления.
6. ОТК (отдел технического контроля) проверяет равномерность, толщину и качество покрытия.